Página
principal
FABRICACIÓN Y PUESTA EN
FUNCIONAMIENTO DE UNA MÁQUINA CNC-ROUTER
Ing. Alfredo Segura
México, 2015
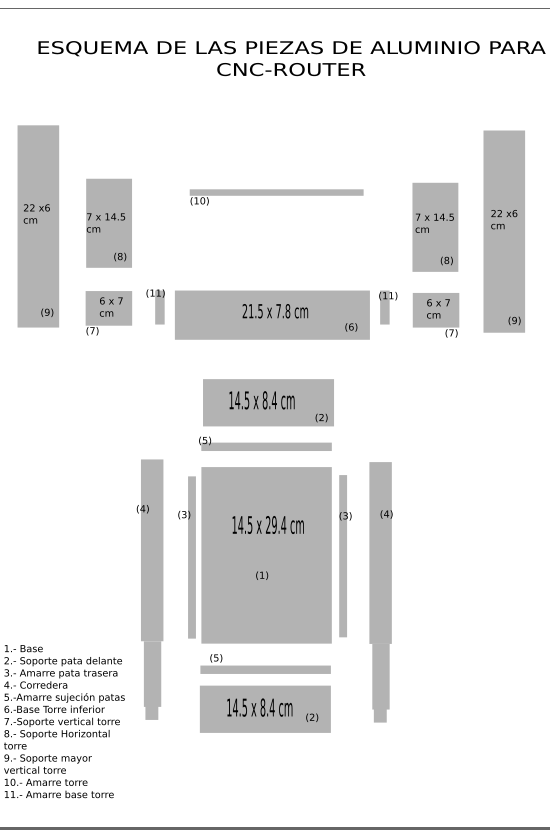
Luego de observar atentamente los
proyectos de otros entusiastas del CNC-Router, me di a la tarea de
fabricar uno para mi. Así que compre una lámina de Aluminio de 6.5
mm y una barra cuadrangular de Aluminio de 10 x 10 mm e hice los
trazos correspondientes para cortar las partes:
El CNC-Router es de cama fija y lo que se transporta es la torre que
contiene el Eje Y. Así que el movimiento de esta torre constituye el
Eje X también. El Eje Z está montado también en la torre.
Adquirí motores paso a paso (PAP o StepMotor) tipo bipolar, es decir
con 2 bobinados independientes, por lo que tenemos 4 terminales de
excitación.
Para el desplazamiento del Eje X, usé 2 correderas de cajón de 40
cm, las cuales soportan firmemente la torre, pero tienen un suave
movimiento.
El desplazamiento del Eje Y sobre la torre es por medio de guías de
barras de acero blanco y bujes de bronce, extraídos del deshuese.
Finalmente el desplazamiento del Eje Z, que es vertical, se hace
también por medio de barras guía de acero blanco.
Toda la transmisión de movimiento se logra a través de los motores
PAP con sus respectivos coples y husillos sinfín de fábrica de 8 mm
con tuercas de bronce del mismo paso que ajustan casi perfectamente,
a pesar de que no son de baleros.

Sobre el mecanismo del Eje Z se puede montar, ya sea una placa que
sostiene un Laser de 05 Watts tipo FB-03 o un Motor Spindle de altas
revoluciones con su soporte de aluminio macizo y tornillería.


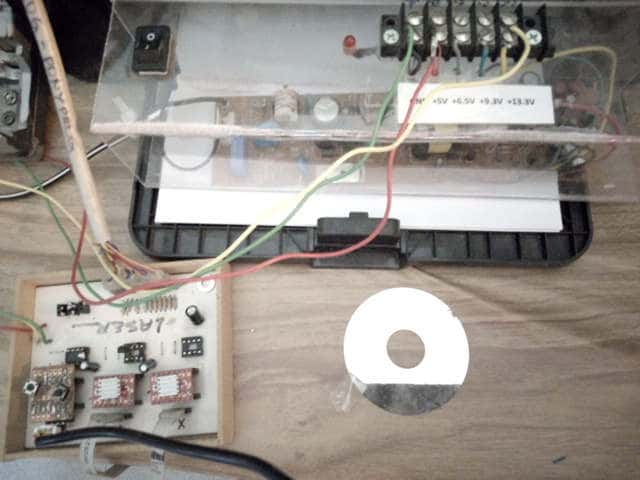
Para la electrónica usé los Drivers Polulu que contienen el CI
4988ET. Uno por cada Eje (X, Y, Z) para el caso de usar Spindle
Motor. Para el caso del Laser FB-03 utilicé un PIC 12F683 y una
tarjeta de interfaz para proporcionar 12VCD, GND y una señal PWM
producida por el PIC, así como 2 botones de presión para calibrar el
Duty Cycle (Aumentar/Disminuir).
Para producir un grabado en Láser o con fresa, recurrí al programa
Mach3, el cual debe ser configurado adecuadamente, en los siguientes
aspectos:
1.- Usar el puerto paralelo LPT1 con dirección Hex 0x378 (no uso un
segundo puerto paralelo)
2.- Configurar los pines del conector del puerto paralelo para
ofrecer las salidas de Step y Dir de cada motor PAP, así como de la
señal Spindle que hace encender el Láser FB-03.
3.- En ajustes generales, elegir la salida OUTPUT 1 para controla el
encendido del Láser a través de una señal de nivel High.
4.- Sintonizar los motores X y Y, para que se ajusten a la
velocidad, aceleración y a los pasos por revolución de acuerdo al
diámetro de las varillas sinfín y el paso de sus cuerdas. En este
caso de Laser no es necesario ajustar el motor del Eje Z. Sin
embargo para el Spindle Motor si se hace. El programa de Mach3 tiene
todas las herramientas para los ajustes indicados.
5.- Cargar y ejecutar un archivo que contenga el código G de la
imagen que se ha de grabar con Laser. Estos archivos pueden tener
cualquier extensión, pero yo acostumbro usar *.ngc o *.txt

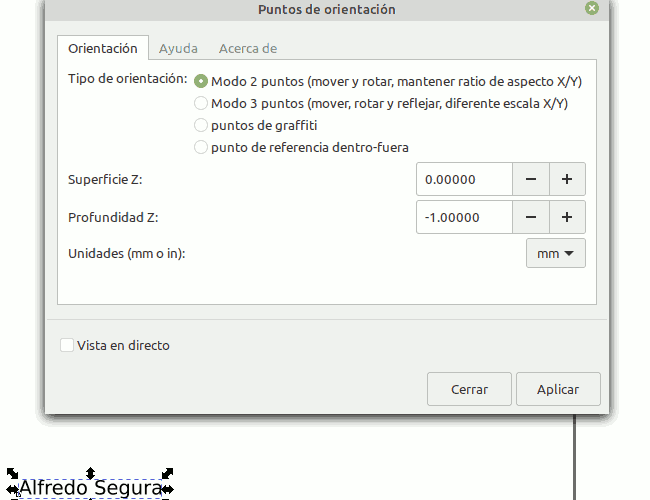
Para obtener un archivo con Código G recurro al uso del programa de
gráficos InkScape, en el cual se diseña en modo de mapa de bits la
imagen que debe ser grabada en láser. En el menú correspondiente a
Código G, se crean primeramente puntos de orientación y después la
generación del código G correspondiente.

Para esta tarea es necesario practicar mucho, para saber elegir los
bitmaps que sean mas sencillos en cuanto a trazos, ya que al momento
de vectorizar, pueden salir miles de vectores, lo que hará que el
código resultante sea muy largo, sin que haya necesidad de que así
sea. Claro, a menos que la imagen a grabar lo amerite.
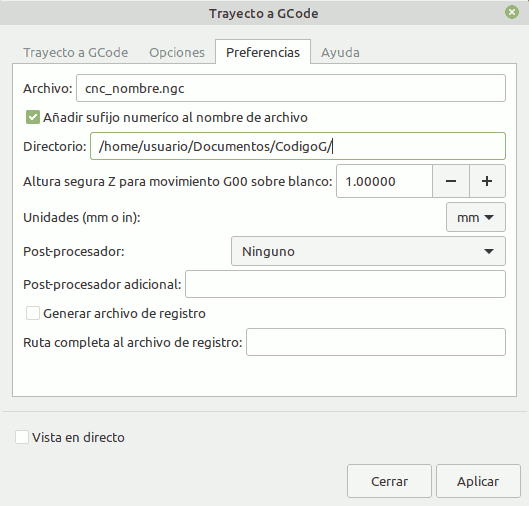
Ya generado el código, se guarda en una carpeta y hay que editarlo
un poco. Dado que el Láser FB-03 se habilita con un simple pulso del
PIC12f683, es conveniente editar Z, inicialmente en 0 y cada vez que
vaya a actuar, se declara Z1. Se hace esto en todo el archivo,
usando el menú de “reemplazar”. El código comienza con M3 que es el
incio del Spindle Motor o de la habilitación del Láser FB-03 y al
final del archivo de Código G, hay que garantizar que M5 está puesto
hasta el final, para que la máquina CNC-Router regrese al origen,
previamente con Z0, es decir Láser apagado.
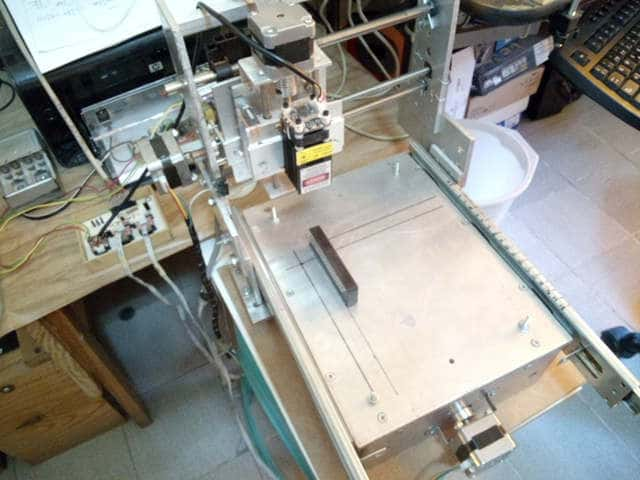
Se muestran algunas imágenes sobre la fabricación final del
CNC-router, así como de un grabado que se hace sobre una pieza de
plástico.


Es conveniente hacer grabados con Láser en un taller o en el patio,
ya que al quemarse el material sobre el cual se está grabando,
despide mucho humo, que puede ser muy molesto y tóxico. Es
conveniente hacerle una campana de acrílico con salida hacia el
exterior y un pequeño motor a manera de extractor.
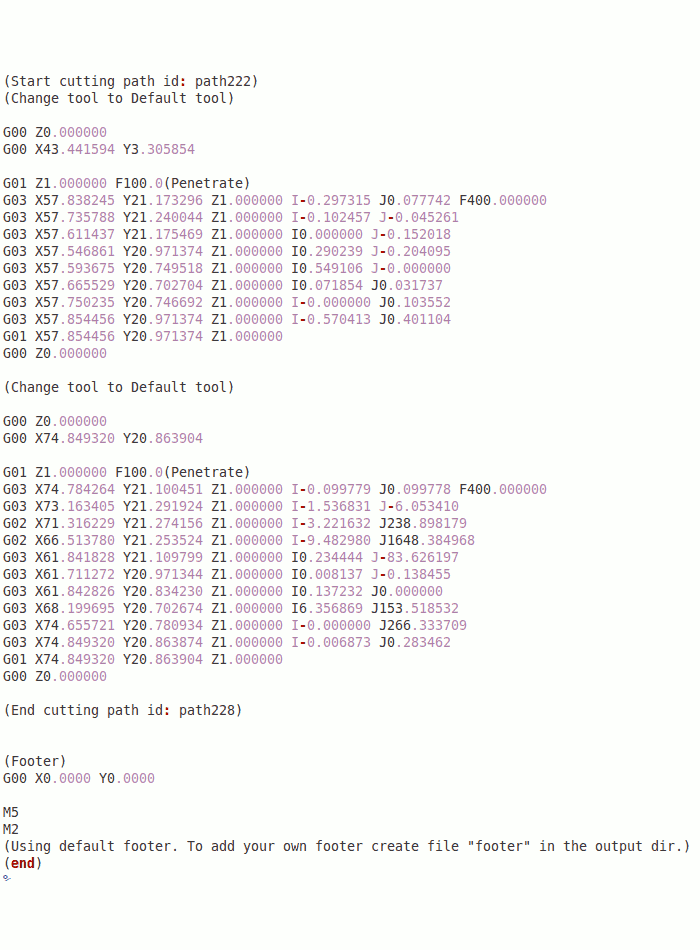
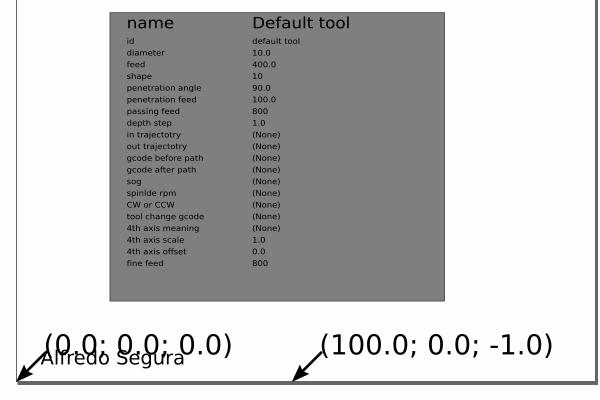
Ejemplo del listado de un programa de Código G. Nótese el valor de Z
de 0 a 1 y al final M5 al concluir el regreso del Láser (Eje X, Eje
Y) al origen.